Triple-row Machine Drilling
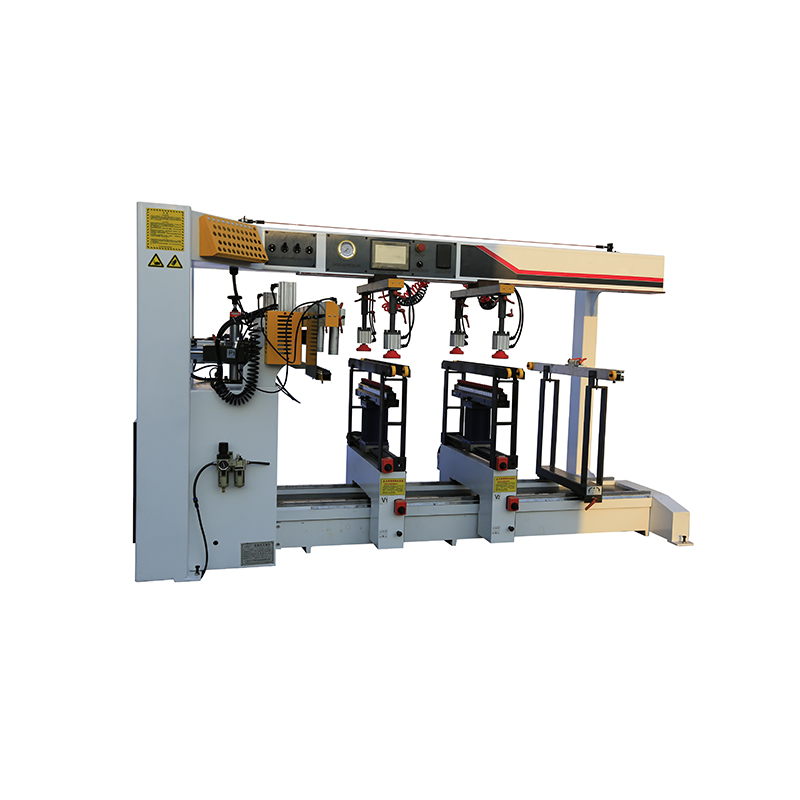
Machine Drilling Woodworkingmakîneyên pêvajoyek pir-hole ye ku bi pir bit bit û dikarin bi hev re bixebitin.Yek rêz, sê rêz, şeş rêz û hwd.Drilling Machineçalakiya sondajê ya rêza desta ya kevneşopî vediguherîne çalakiyek mekanîkî, ku bixweber ji hêla makîneyê ve tê qedandin.
Specification:
| Max.diameter ji kunên | 35 mm |
| Kûrahiya kunên lêkirî | 0-60 mm |
| Hejmara spindles | 21*3 |
| Dûrahiya navendê di navbera spindles de | 32 mm |
| Zivirîna spindle | 2840 r/min |
| Mezinahiya motorê ya tevahî | 4,5 kw |
| Voltaja minasib | 380 v |
| Zexta hewayê | 0,5-0,8 Mpa |
| Xerca gazê ji bo kolandina deh panelan di her hûrdemê de bi qasî | Nêzîkî 20L/min |
| Max.dûrahiya du serên dirêjî | 1850 mm |
| Bilindahiya platforma xebatê ji erdê | 800 mm |
| Mezinahiya zêde | 2600x2600x1600 mm |
| Mezinahiya pakkirinê | 2700x1350x1650 mm |
| Pîvan | 1260 kg |
Ji bo ku rastbûna sondajê û qalîteya hilberê were misoger kirin, kolandina parçeyên mobîlyaya panelê bi gelemperî birêzên piralî yên Machine Drilling.Cûrahiya bitikê ya li ser lêdana pir rêzî 32 mm e.Tenê çend welat cihêrengiya tîrêjê ya modulusê ya din bikar tînin, bi gelemperî kursiyên dravê yên horizontî di rêzek tevahî de têne rêz kirin.Kursiya dravê rasterast ji du rêzên kursiyên serbixwe pêk tê.Hejmara rêzên kursiyên drill ji bosondajên pir-rowbi gelemperî ji 3 rêzan heya 12 rêzan e (di dema hewcedariyên taybetî de, kursiyên lêzêdekirî dikarin werin zêdekirin) bi gelemperî ji kursiyên sondajê yên horizontî û kursiyên dravê yên jêrîn ên vertîkal pêk tên.Ger hewcedariyên taybetî hebin an jî hejmara rêzên kursiyan mezin be, dikarin kursiyên dravê yên vertîk ên bi veavakirina jorîn û jêrîn jî werin bikar anîn.Pêdivî ye ku ev li ser hewcedariyên hilberînê û daxwazên rastbûna pêvajoyê be.Hejmara hevparPir-row Machine Drillingkursiyên di hilberînê de 3 rêz, 6 rêz, hwd.
Telîmata Makîneya Drilling ya Darê:
1. Piştî ku kar qediya, maseya makîneyê di wextê de paqij bikin,
2. Çîpên darê yên li ser rêça rêber û kêlekê paqij bikin da ku pêşî li tevlihevbûna makîneyê ji ber destwerdana çîpêyan bigirin.
3. Bi rêkûpêk kêşeya sereke paqij bikin da ku pêşî li maddeyên biyanî li ser pêça sereke bigire.Pîvaka pêşeng pêşengiya amûrê ye, ew bandorê li rastbûna makîneyê dike, û pêça pêşeng di pêvajoya veguheztinê de rolek girîng dilîze.
4. Qutiya kontrolê ya pîşesaziyê bi rêkûpêk paqij bikin, toz kujerê herî mezin a sondajê ye.
5. Karê rakirina tozê û dagirtina rûnê divê her hefte li ser rêça şûştinê ya rêza sondayê were meşandin.


